Viscosity Models: Assumes polymer melt follows a specific viscosity model (e.g., Cross, Carreau-Yasuda, or Power Law).
📘 Equation:
η=η01+(λγ˙)n\eta = \frac{\eta_0}{1 + (\lambda \dot{\gamma})^n}η=1+(λγ˙)nη0
η: Viscosity
η₀: Zero-shear viscosity
λ: Time constant
n: Power index
✅ Use: General-purpose for shear-thinning materials
📌 Notes: Good balance between accuracy and stability
📘 A temperature-dependent extension of the Cross model.
η0(T)=D1⋅exp(−D2(T−Tref)D3+(T−Tref))\eta_0(T) = D_1 \cdot \exp \left( \frac{-D_2 (T - T_{ref})}{D_3 + (T - T_{ref})} \right)η0(T)=D1⋅exp(D3+(T−Tref)−D2(T−Tref))
✅ Use: High accuracy for thermoplastics
📌 Notes: Most commonly used in Moldex3D for real-world injection moulding because it considers both temperature and shear rate effects.
📘 Equation:
η=η∞+(η0−η∞)[1+(λγ˙)2](n−1)/2\eta = \eta_{\infty} + (\eta_0 - \eta_{\infty}) \left[1 + (\lambda \dot{\gamma})^2 \right]^{(n - 1)/2}η=η∞+(η0−η∞)[1+(λγ˙)2](n−1)/2
✅ Use: Suitable for a wide range of polymers with shear-thinning behaviour
📌 Notes: Includes η∞, the infinite shear viscosity.
📘 Equation:
η=K⋅γ˙n−1\eta = K \cdot \dot{\gamma}^{n - 1}η=K⋅γ˙n−1
✅ Use: Simple, but limited to certain shear rate ranges
📌 Notes: Often used in academic or idealised studies; lacks temperature dependency unless manually applied.
📘 These are enhancements to better fit complex material behaviour (especially fibre-filled polymers).
✅ Use: Available when more detailed rheological data is supplied.
You can import material data from Moldex3D’s material database, which includes pre-calibrated viscosity models for many commercial polymers.
Or you can enter rheological test data (capillary rheometer results) and Moldex3D will curve-fit it to one of these models.
Affects filling pressure, flow front behaviour, shear heating, weld lines, air traps, and warpage.
Critical for high-speed, thin-wall, multi-cavity, or complex flow moulding.
| Model | Shear Rate Dependent | Temperature Dependent | Recommended For |
|---|---|---|---|
| Power-Law | ✅ | ❌ (unless manual) | Simple cases |
| Cross | ✅ | ❌ | General polymer melts |
| Cross-WLF | ✅ | ✅ | Most thermoplastics |
| Carreau | ✅ | ❌ | Broad range polymers |
| Carreau-WLF | ✅ | ✅ | Advanced materials |
Isothermal or Non-Isothermal: Many analyses assume non-isothermal flow, but simpler models may use isothermal assumptions.
Definition: Assumes the entire mould and material remain at a constant temperature throughout the filling process.
Usage: A very simplified model, primarily for academic study or quick approximations.
Pros:
Faster computation time.
Easier to set up.
Cons:
Ignores the effect of heat transfer between the melt, mould, and environment.
Less accurate for real-world predictions.
Application: Rarely used in industry for injection moulding simulations.
Definition: Considers temperature variations in the material and mould during the filling, packing, and cooling phases.
Usage: Standard practice in industrial mould flow simulations.
Pros:
More accurate representation of actual moulding conditions.
Accounts for viscosity changes due to temperature.
Captures temperature gradients, hot spots, and cooling performance.
Cons:
Requires more computational power.
Needs accurate thermal properties of the material and mould.
Viscosity is temperature-dependent: As the polymer cools, its viscosity increases, directly affecting flow behaviour.
Defect prediction: Warpage, weld lines, sink marks, and short shots are all influenced by temperature distribution.
Non-Isothermal analysis is the industry standard and essential for accurate and reliable mould flow simulation results.
Use Isothermal only for theoretical or fundamental feasibility checks.
No Degradation: Material is assumed not to degrade unless explicitly modelled.
Homogeneous Material: Filler or fibre distribution is often assumed to be uniform in simple models.
Assumes constant material properties (from the selected material in the database).
No changes in material concentration unless it's a fibre-filled or multi-component model.
Viscosity, specific heat, and density are treated as uniform unless set to vary with shear or temperature (e.g., via Cross-WLF).
Uses thermal properties like thermal conductivity and specific heat as uniform across the plastic part.
In standard homogeneous studies, no heat conductivity variation across the part.
In isotropic homogeneous materials, shrinkage is calculated uniformly unless pressure/temperature history introduces localised differences.
For fibre-filled or anisotropic materials, warpage becomes more complex due to direction-dependent shrinkage.
Moldex3D can go beyond the homogeneous material assumption when needed:
Moldex3D uses a fibre orientation model (like Folgar–Tucker) to simulate how fibres align during flow.
The material becomes anisotropic (properties differ in different directions).
Simulates material interface, core-skin separation, or overmolding, where different materials interact.
Cure kinetics or vulcanisation behaviour is modelled, introducing time- and temperature-based property transitions.
When you assign a homogeneous material from the Moldex3D database:
The software uses the material’s default single-phase, isotropic behaviour unless additional fibre, filler, or phase behaviour is defined.
Properties include:
Shear-dependent viscosity
PVT (Pressure–Volume–Temperature)
Specific heat
Thermal conductivity
| Aspect | Homogeneous Material (Default) | Non-Homogeneous (Advanced) |
|---|---|---|
| Composition | Single, uniform material | Multiple materials or phases |
| Properties | Isotropic | Anisotropic (e.g., fiber-filled) |
| Applications | General plastic parts | Advanced molding (fiber, co-injection) |
| Simulation Setup | Simple | Requires additional material data or modeling options |
Moldex3D is designed for real-world injection moulding simulation, so it automatically considers:
Temperature variations during filling, packing, cooling, and warpage phases.
Heat transfer between the melt, mould, and cooling channels.
Temperature-dependent viscosity, which is essential for accurate flow prediction.
During the Filling Analysis, Moldex3D calculates how temperature affects polymer viscosity and flow.
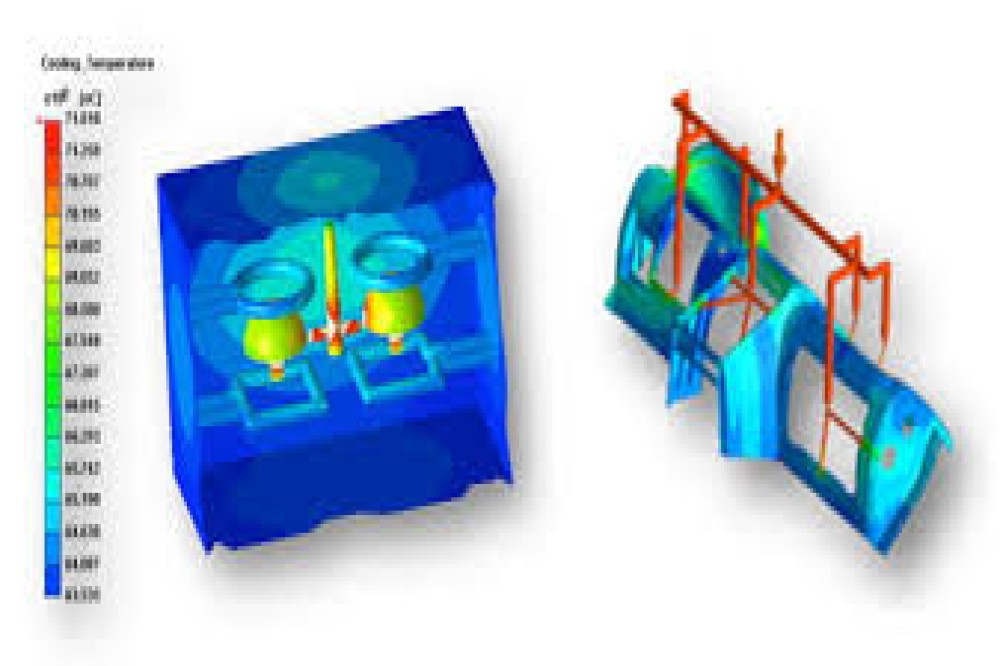
In the Cooling Analysis, it simulates the performance of cooling lines and temperature drops across the mould.
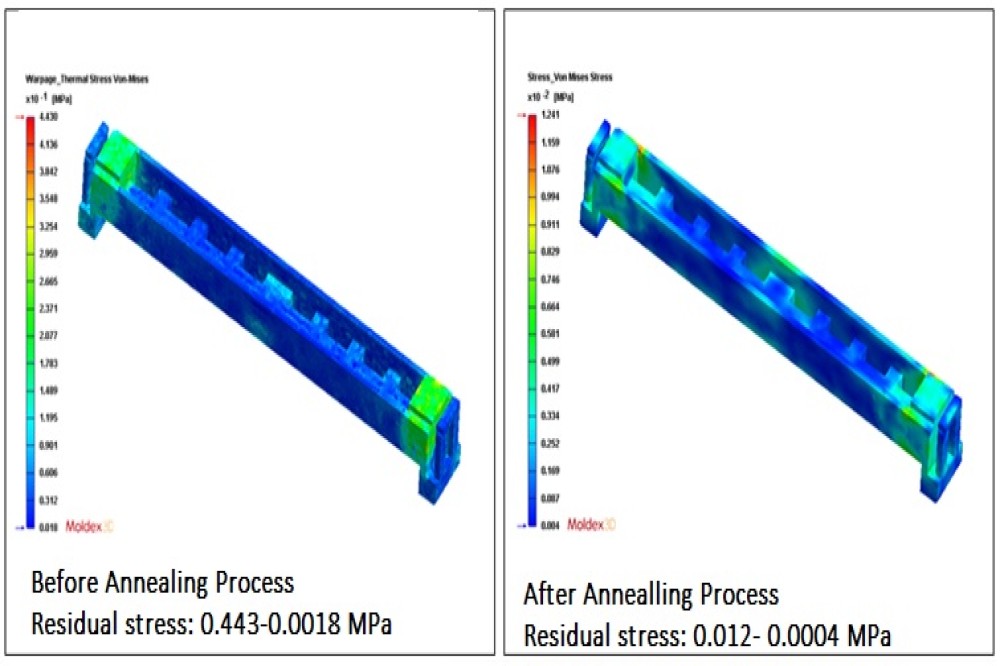
In Warpage Analysis, it accounts for thermal shrinkage and residual stresses caused by temperature gradients.
Moldex3D can run isothermal filling if the user deliberately sets the process that way (e.g., for simplified studies or academic purposes), but this is not the default or recommended for production-level analysis.
Moldex3D uses Non-Isothermal analysis by default, ensuring realistic and accurate simulation results for industrial applications.
Mould Temperature is Constant: In reality, it may fluctuate or have gradients.
No Heat Loss at Parting Line: Sometimes neglected to simplify.
Heaters/Cooling are Ideal: Simulated heaters or coolers may assume perfect efficiency.
Laminar Flow: Due to low Reynolds number, flow is assumed laminar (not turbulent).
Incompressible Flow: Polymer melt is treated as incompressible.
No Slip or Partial Slip: Wall slip behaviour is often assumed, depending on the material or mould surface.
Ideal Mould Geometry: Perfectly meshed CAD models, ignoring manufacturing tolerances.
Uniform Wall Thickness: Some analyses may simplify geometry with uniform wall assumptions.
Constant Injection Pressure/Rate: Often idealised, actual machines vary.
Fixed Gate Location: Gate placement is assumed fixed, even though optimal gate location can vary.
Cycle Time Optimisation: Often assumes best-case cooling and ejection timings.
Library Data Accuracy: Depends on material supplier data; can differ from real-world behaviour.
Moisture Content Neglected: Material is assumed to be properly dried.
Short Shot, Weld Line, Air Trap, Sink Mark: Results are based on approximations, not exact predictions.
Warpage & Shrinkage: Based on linear viscoelastic models and may not capture all stress relaxation effects.
These assumptions can lead to deviations between simulation and real moulding results. That’s why validating mould flow analysis with real-world trials or experimental correlation is crucial.